


长输油气管道AUT试块的质量控制
发布时间: 2017-09-08 14:23:20 作者:上海斌瑞检测技术服务有限公司 来源:上海斌瑞检测技术服务有限公司同普通试块的技术要求,输油管道的AUT试块的制作包括AUT试块取料、外形加工及反射体加工的要求均有相关的标准
参照ASTM E428-2008《超声检测用金属参考试块的制作与质量控制标准》要求:参考试块采用具有被检材料所要求的超声相应的一类材料制作;测定参考试块同被检材料之间的超声性能上的差异,并通过仪器设置进行补偿。用于制造试块的材料与被检材料有相同的声衰减特性;以及晶粒度、热处理状态、物理结构和化学成分、表面光洁度以及制作工艺等。
用于制作试块的材料需进行100%检测,不得存在大于所加工最小缺陷反射波幅1/4的缺欠。应通过对比试块材料与被检材料背面多次回波来检测材质衰减。再将首次背面回波调至满刻度的90%,来自两个材料前三次背面回波之和相差应在25%以内。若最小平底孔直径≤1.5mm,材料的衰减图形差异应在10%以内。
按照GB/T8428-2015《无损检测 超声试块通用规范》要求:平底孔直径不大于1/16英寸(1.60mm)时,公差为±0.0005英寸(0.013mm);孔径大于1/16英寸(1.6mm)时,公差为±0.001英寸(0.03mm)。孔相对于检测面的垂直度必须在0°20′以内。平底孔底面的表面平面度应在0.001英寸每1/8英寸(1/125mm)以内,与纵轴偏离应在0.015英寸(0.38mm)以内。孔底面粗糙度Ra=0.4μm[4]。
大直径AUT试块取料时,为保证加工精度,取料时避开管道焊缝区,选用表面状态较好的区域取料。取料时,采用线切割的方式进行,以减小变形量;取料时,需保证变形量及各尺寸形位公差应控制在0.1mm以内。应在取料前与取料后,分别对原材料采用三坐标测量仪测量材料各关键尺寸;然后,将试块固定于外形校准工装内,并加热去除应力,完成后进行外形加工。
孔缺陷加工方式采用数控加工中心进行孔缺陷的加工。由于,孔缺陷精度要求较高,同时角度变换较多;所以,需将试块放置于专用加工工装上进行,加工工装如下图所示。
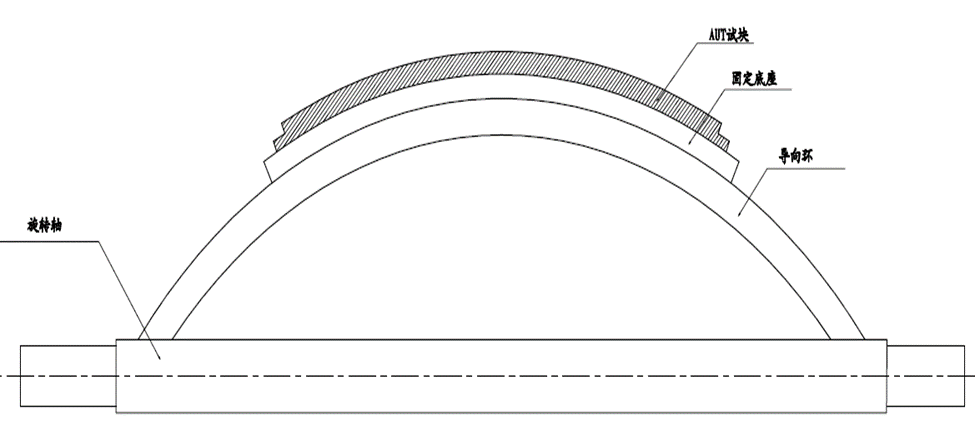
每次加工前,需对工装进行校验。为保证孔缺陷精度,在加工前需对钻头进行刃磨,并采用中心钻进行定位;加工过程中应多次进行钻孔、扩孔循环,最后进行最终孔缺陷的精加工及平底孔加工。以保证加工精度,加工过程中应及时检查和更换钻头以保证孔加工精度。
槽缺陷加工采用电加工的方式进行。加工之前,认真检查核对电极,不许有缺损、毛刺、圆角等。为保证加工精度,电极材料选用耐腐蚀电极片;加工时,采用小电流以保证精度;同时,使用高压油进行排屑及冷却,减少电灼伤;加工过程中,要经常检查电极情况并更换新电极。更多详情请关注上海斌瑞检测:http://www.br-ndt.cn
- 上一篇:锻件的常见缺陷类型及其超声探伤(一)
- 下一篇:暂无下一篇
 沪公网安备 31010602002521号
沪公网安备 31010602002521号