


螺栓R角位置缺陷检测
发布时间: 2020-12-15 10:14:29 作者: 来源:一、工件描述
螺栓根部有R角,装配之后无法从根部进行检测,如图
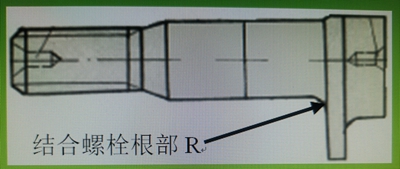

二、检测难点
检测面中间有加工孔,探头接触面太小
缺陷出现的位置直探头无法探测到,需要特定位置才有波形显示
三、检测设备
主机使用奥林巴斯最新设备X3
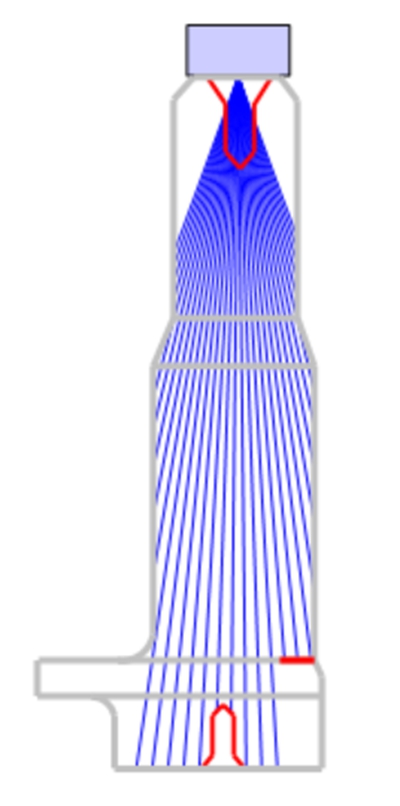
探头使用A10探头直接接触

检测设置:探头直接放在螺栓中心位置,使用-20°~20°的法则进行检测

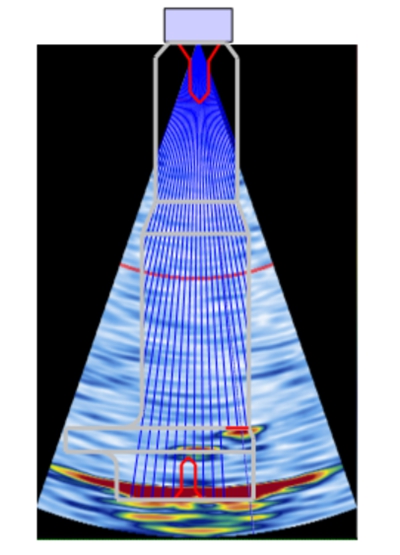
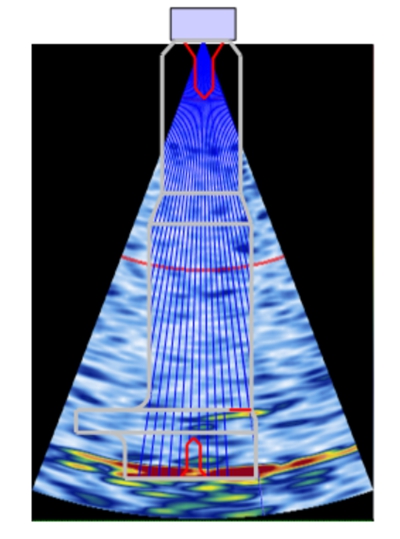
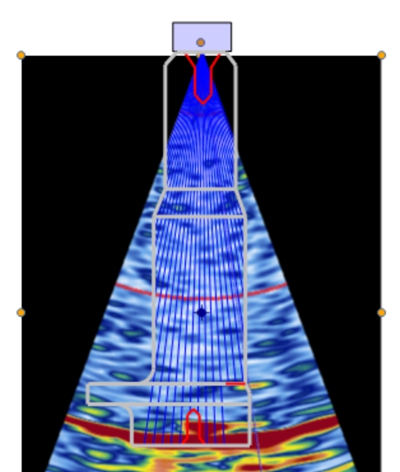
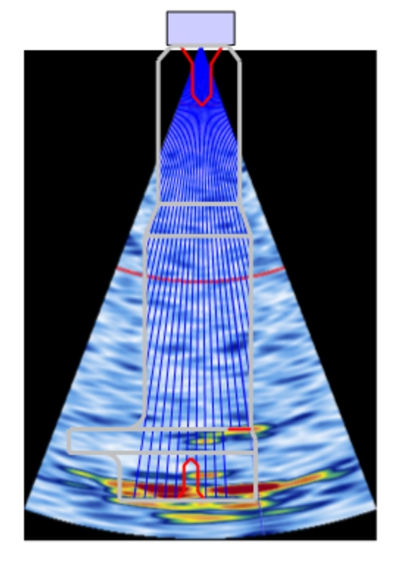
四、检测模拟示意图
四、检测结果
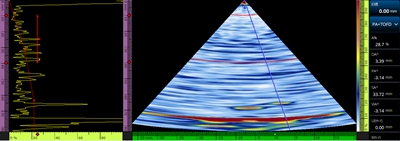
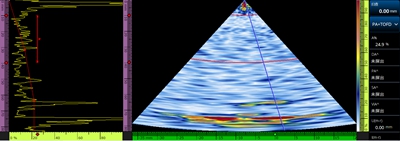
4.1人工制造螺栓,高度74mm,R角刻槽位置64mm,深度1.2mm图像
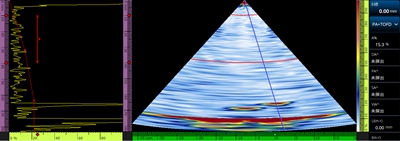
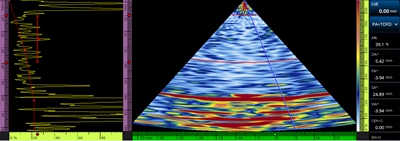
4.2人工制造螺栓,高度74mm ,R角刻槽位置64mm,深度1.0mm图像

4.3实际制造螺栓,高度74mm,R角刻槽位置64mm,深度1.0mm图像

4.4实际制造螺栓,高度62mm,R角刻槽位置52mm,深度1.0mm图像
4.5实际制造螺栓,高度74mm,R角刻槽位置64mm,深度1.2mm图像
五、检测结论
螺栓R角位置检测需要探头具有一定的能量穿透,晶片大小不能太大不能太小。
需要设备具有良好的信噪比和噪声信号抑制功能,否则会出现过多杂波对检测产生影响。
- 上一篇:小飞机复合材料超声波检测
- 下一篇:对飞机的复合材料进行无损粘接检测
 沪公网安备 31010602002521号
沪公网安备 31010602002521号